さて、ディープラーニングを使って不良品を発見したとき、その後どうすればいいのでしょうか。パトライトのような信号灯を点灯させる、コンベアなどの搬送装置を止める、止めずに排除する、など製品に応じていろいろな対策があります。今回は、こうした不良品排除方法にスポットを当てて、「百聞は一見に如かず」の方針でいろいろな会社の製品や動画を紹介します。

排除装置の種類
コンベアなどの搬送装置を止めずに、自動的に排除する仕組みにはどのような方法があるでしょうか。アンリツインフィビス社のホームページに、主に食品を対象とした選別部(排除装置)の方式がビデオ付きで紹介されていて、これがとても参考になりましたのでご紹介します。
食品の場合は、金属検出機やX線検出器などで異物混入を検知したり、カメラ映像を元に外観でわかる不良をAIで検知して、表1のような排除装置に通信してタイミングを合わせて自動的に排除するわけです。
[RELATED_POSTS]| 項目 | イメージ |
|---|---|
| フリッパ方式 |
不良品を1〜2本の選別ゲート(アーム)で振り分ける汎用性の高い方式。箱物や厚みのある袋に適している。
|
| ドロップアウト方式 |
不良品が来たら選別ゲート(コンベア)が自動的に下に傾いて下に落とす方式。薄い商品を選別するのに適している。
|
| アップアウト方式 |
不良品が来たら選別ゲート(コンベア)が自動的に上に傾いて下に落とす方式。薄くて軽い商品を高速に選別するのに適している。
|
| エアージェット方式 |
不良品が来たらエアーを吹き付けて排除する方式。小型・軽量品を高速で選別するのに適している。
|
| トリップ方式 |
不良品が来たら選別ベルトが横方向に動いて上に乗っている不良品を左右に運び出す方式。比較的大きな箱物を選別するのに適している。
|
| プッシャー方式 |
不良品が来たらエアーシリンダの先端に付いている選別ゲート(押し出し部)が自動的に傾いて下に落とす方式。カートンなど箱物を選別するのに適している。
|
| ターニング方式 |
不良品が来たら回転する選別ゲートで排除する方式。大型の箱を比較的高速に選別するのに適している。
|
| キャリア方式 |
不良品が来たら搬送板が左右にスライドして商品の通過レーンを変える方式。同一平面上で方向分けするので衝撃が少なくシールをする前の商品に適している。
|
| シュート方式 |
不良品が来たら選別シュートが反対方向に傾いて不良品を下に落とす方式。乾物、冷凍食品、お菓子など比較的軽量な商品のバラ流しに適している。
|
| シャトル方式 |
不良品が来たらコンベアが自動的に縮んで下に落とす方式。付着性の高い精肉やカット野菜など未包装の畜産物や水産物のバラ流しに適している。
|


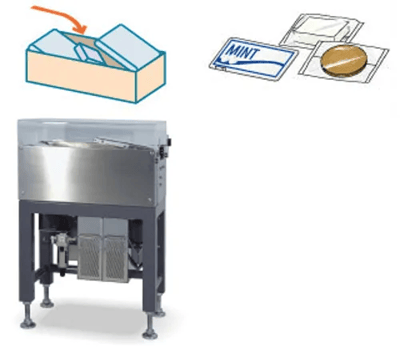
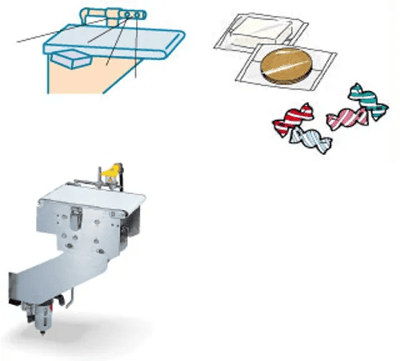




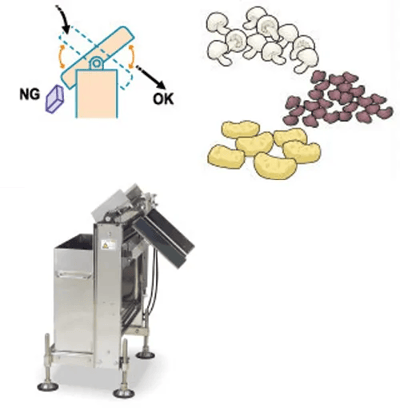
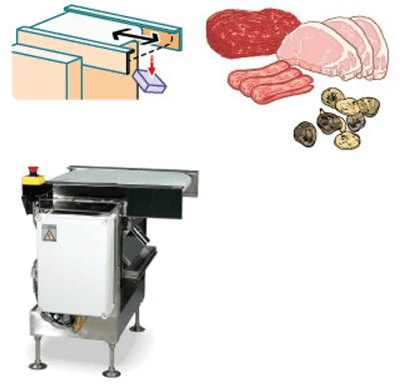
表1:アンリツインフィビス社の排除装置
写真などの出典:アンリツインフィビス社のホームページ

![抜粋版 人工知能基礎から機械学習まで「AIのキホン」(4,000人に配った!第三回AI業務自動化展[秋] 人気資料)](https://no-cache.hubspot.com/cta/default/2975556/7dd68aea-9b67-4b81-8e03-bd43fd7ae078.png)
外観検査装置のあれこれ
表1に掲げたものは、既存ラインに取り付けることが可能な排除装置ですが、実際の現場では検査対象に応じた複雑な仕掛けが必要となることも少なくありません。ベルトコンベアに流れてくる製品を上部からカメラで撮影して「はい判定」って感じで済めばいいのですが、そんな単純な仕組みでは太刀打ちできないケースが山ほどあるのです。
仕掛けは千差万別です。それをイメージできるように、ホームページ上で紹介動画や図解を公開している会社の外観検査装置をいくつかピックアップしてみました。リンク先の動画や図解をご覧になって、製品ごとに多様な仕掛けの検査装置があることを実感してみてください。
| 会社名 | ソリューション概要 | ラインナップ(動画) |
|---|---|---|
| アンリツインフィビス株式会社 | 検査機とともに選別部(排除装置)を開発・製造 | 表1に示す製品 |
| 株式会社野毛電気工業 | メッキ技術に強みを持ち、そこで培われた技術を活用して外観検査装置を販売 | 外観検査装置 EIT 赤外線検査装置 IRScope 3次元検査装置 3DIT |
| 東芝デジタルソリューションズ株式会社 | フィルムや紙、鉄、非鉄などの産業用素材、医療品製造業のPTP包装の欠陥などの表面検査システムを開発・販売 | ウェブ外観検査装置 PTP外観検査装置 フラットパネル外観検査装置 非金属介在物測定装置 |
| 日新化成株式会社 | 医薬品関連への強みを活かし、錠剤の外観検査や粉体の異物検査装置を開発・販売 | 錠剤外観検査機 粉体異物検査機 |
| 富士電機株式会社 | ビジョン製品として、製薬の細粒剤検査やカップ内面、チューブ外観など各種検査装置を開発・販売 | 細粒異物検査装置 カップ内面検査装置 チューブ外観検査装置 樹脂トレー外観検査装置 |
| 松原工業株式会社 | 外観検査受託サービスを提供するほか、自動外観検査装置を開発(動画は6面検査) | リード/ボール検査装置 |
| ヴィスコ・テクノロジーズ株式会社 | 画像処理検査装置メーカーの立場でさまざまな外観検査装置を開発・販売 | 汎用検査装置 専用検査装置 |
| 株式会社デクシス | 外観検査システム技術に強みを持ち、さまざまな外観検査装置を開発・販売(動画は人型外観検査装置など) | 人型外観検査装置 ボトル外観検査装置 キャップ外観検査装置 異物検査装置 |
| 株式会社三明 | 化合物ウェハ、フィルム、樹脂のパーティクル、気泡、不純物などの異物やキズ、ムラの検出 | 自動外観検査装置 |
| タカノ株式会社 | スリット光を活用した画像をもとに複雑な形状の検査対象の外観を検査 | 表面欠陥検査装置 |
| マイクロエンジニアリング株式会社 | オーダーメイドの外観検査/画像処理装置メーカー | シート外観検査装置 地合計測装置 |
| 株式会社SCREENホールディングス | 鋳造部品をマルチアングルからのカメラで外観検査して自動的に良品・不良品を振り分け | 鋳造部品自動外観検査装置 |
| 株式会社佐々木エンジニアリング | 画像処理を応用した外観検査機を設計・製造 | 簡易画像検査装置 |
表2:いろいろな会社の外観検査装置と紹介動画
まだまだ枚挙にいとまがないのですが、きりがないのでこのあたりにしておきます。実に多くの企業が外観検査装置を作っていること、一口に外観検査と言っても対象製品によって多種多様であること、外観検査装置を製品化しても対象製品ごとにカスタマイズが必要ということ、などがイメージできたと思います。
【麻里ちゃんのAI奮闘記】インライン式検査ってどういう意味?

|
先輩:あれ、麻里ちゃん。また、難しい顔しているよね? |
インラインで外観検査する場合、連続送り方式と間欠送り方式があります。連続送りは、Vol.5で説明したように連続的に流れてくる製品を動画撮影して、フレーム(静止画)に映っている製品をオブジェクト検知して正常/異常を判定する方式です。 |
まとめ
異常検知システムは、大きく、センサー部分、判定部分、アクチュエータ(作動装置)から構成されます。外観検査の場合、センサーはカメラですが、アクチュエータは、搬送装置だったり、排除装置だったり、信号灯だったりします。また、製品のどの面を撮影するかによってカメラの撮影方法もそれぞれに工夫を凝らしたものになり、オーダーメイドもしくはカスタマイズで外観検査装置を製造するケースも少なくありません。 これまでは、3つの構成部が一体となっている専用検査装置が多かったのですが、判定部分をディープラーニング式にした場合、判定部分を独立した構成の方が汎用性が高くなります(ソフトウェアのコンポーネント化と同じですね)。
梅田弘之 株式会社システムインテグレータ :Twitter @umedano